Hycat Oil (Pty) Ltd

The Technology Explained
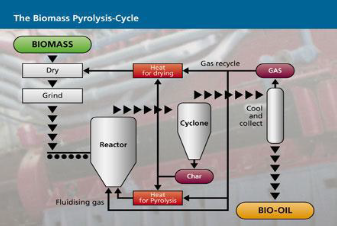
The earliest commercial pyrolysis units were based on Circulating Fluidised Bed (CFB) technology, where the biomass was introduced into the fast fluidised bed, and the char and sand was separated using a cyclone. The advantage of this technology is very low vapour residence times, and therefore high liquid product yields. The disadvantage is that the sand/char mixture enters a bubbling fluidised bed, where the char is burnt to provide the energy for pyrolysis. Therefore the char is not recovered.
One of the criticisms of large-scale use of pyrolysis as a liquid energy source is that the land where the biomass is grown becomes depleted of nutrients and is therefore not sustainable. When the pyrolysis project was started at the University of Pretoria, it was on the presumption that the char must be recovered in order to make the harvesting of energy from biomass totally sustainable. This was influenced by our sponsors PAMSA and Sappi, who needed to make forestry sustainable if the slash was pyrolysed instead of the standard practice of leaving it on the forest floor to compost and mulch.
The first patent describes a method of pyrolysis in dual bubbling fluidised beds, so that char can be recovered from the pyrolysis fluidised bed. The patent describes a method of controlling the flow of sand between the two beds so that the temperature of the pyrolysis bed can be controlled. This has been tested and proved to be an effective design.
The second patent describes how the pyrolysis bed can be located in an annulus around the hotter combustion fluidised bed, and it describes a method of controlling the purge of the non-condensable gases that are formed in the pyrolysis bed. The latter method has been tested and has proved to be effective, and the annular pyrolysis bed has been built but not yet commissioned.
The third patent describes two classes of catalyst that have proved to be very effective at upgrading oil as in-situ catalysts. The first is to use sulphidic catalysts that transition to sulphates as a method of removing oxygen values from pyrolytic oil. This has been tested in a pyrolysis gas chromatograph (Py-GC/MS), and gives encouraging results. The second class of catalysts is Layered Double Hydroxides (LDH). This catalyst is remarkable in that it simultaneously de-oxygenates pyrolysis oil and converts carboxylic acids to hydrocarbons and carbon dioxide, producing a high energy density oil that is totally non-acidic. The catalyst has application beyond catalysing the pyrolysis of bio-oil and has been successfully tested to upgrade oil from pyrolysis of tyres, and to produce a fully deoxygenated diesel oil from seed oils.